

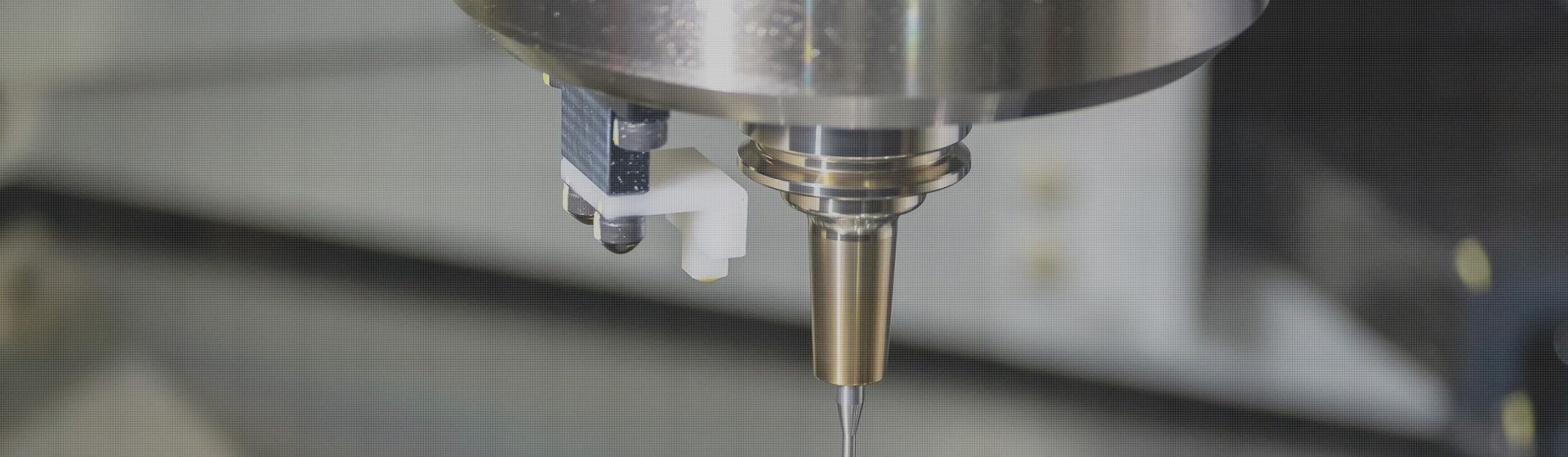
質(zhì)量控制小(xiǎo)組将檢查模具(jù)制造過程中(zhōng)的每一個工(gōng)序的質(zhì)量。


項目啓動後,項目工(gōng)程師将為(wèi)每個部門制定模具(jù)計劃。

珠三角地區(qū)2小(xiǎo)時内到場處理(lǐ)。




地址:東莞市清溪鎮三中(zhōng)村中(zhōng)坑路27号

 關注微信公(gōng)衆号
關注微信公(gōng)衆号
 最美情侣国语版免费高清视频 国产真人毛片爱做A级毛潘金莲√ 变成黑皮辣妹后和朋友做了的梦 玉婷被六个男人躁到早上 丰满岳疯狂做爰2 疯狂做爰高辣H文H 多人灌满精子怀孕高H 艳妇荡乳欲伦1 17岁中国高清免费完整版 妖精漫画免费登录页面看漫画免费 大地资源二在线观看官网 琪琪伦伦影院理论片 公玩弄年轻人妻HD 免费国外B站刺激战场直播APP 八戒八戒高清影视剧大全 少爷受被粗汉H玩松了小说 大地电影影院在线播放 少妇BBB搡BBB搡BBB 甜蜜惩罚我是看守专用宠12集 丰满熟妇被猛烈进入高清片 樱花电影大全免费高清观看 被老外添嫩苞添高潮NP视频 欧美亚洲精品SUV 无敌高清在线观看免费 玩弄人妻少妇500系列 成免费CRM特色学生版的特点 小柔被六个男人躁到早上电影 夜夜穞天天穞狠狠穞AV美女按摩 免费看电影网站 小受O被摁着扒开C嗯合不拢腿 人人妻人人澡人人爽人人DVD 被糙汉H玩松了尿进去6P 姐姐在线观看免费韩剧 欧洲尺码日本尺码专线不卡顿 无码成人AAAAA毛片AI换脸 青青河边草中文字幕MV 护士交换做爰3 初尝人妻滑进去了莹莹视频 丰满岳疯狂做爰2 女性私密部位真实样子 国产精品久久久久久 疯狂试爱三 黑白配高清国语免费观看 一区二区三区精密机械公司 农田丰满艳肉妇HD 人妻边做边看A片 日本免费三色电费2024年 免费一对一真人视频APP 成全电影大全在线播放 我的漂亮的瘦子5美国 妈妈的朋友韩国 老头解开奶罩吸奶头高潮视频 处破女八A片60钟粉嫩 性生交大片免费看 女员工的滋味 人人妻人人澡人人爽人人DVD 少妇厨房愉情2 天躁夜夜躁狼狠躁 战狼4完整免费观看在线播放版 青苹果乐园在线高清免费 巜趁夫不在给给公侵犯了一天 凌晨三点看免费高清电视剧 两个妈妈双字ID免费 小莹客厅激情46章至50章视 雨燕360体育免费直播NBA 亚洲精品一区二区久 免费视频看片APP 韩国A片巜善良的秘书2极品护士 欧美家庭影院 女人张开腿让男人添 最好看的中文字幕国语电影 成全视频在线观看完整版第二集 同性男男GAY片在线观看播放 高校长白老师第三章心得体会 成人A片在线观看WWW涩欲满 中国在线观看免费国语版 男朋友跟我啪啪不够硬进不去 免费的高清视频录像工具软件 妈妈吃了春晚药后 强壮公次次弄得我高潮A片漫画
最美情侣国语版免费高清视频 国产真人毛片爱做A级毛潘金莲√ 变成黑皮辣妹后和朋友做了的梦 玉婷被六个男人躁到早上 丰满岳疯狂做爰2 疯狂做爰高辣H文H 多人灌满精子怀孕高H 艳妇荡乳欲伦1 17岁中国高清免费完整版 妖精漫画免费登录页面看漫画免费 大地资源二在线观看官网 琪琪伦伦影院理论片 公玩弄年轻人妻HD 免费国外B站刺激战场直播APP 八戒八戒高清影视剧大全 少爷受被粗汉H玩松了小说 大地电影影院在线播放 少妇BBB搡BBB搡BBB 甜蜜惩罚我是看守专用宠12集 丰满熟妇被猛烈进入高清片 樱花电影大全免费高清观看 被老外添嫩苞添高潮NP视频 欧美亚洲精品SUV 无敌高清在线观看免费 玩弄人妻少妇500系列 成免费CRM特色学生版的特点 小柔被六个男人躁到早上电影 夜夜穞天天穞狠狠穞AV美女按摩 免费看电影网站 小受O被摁着扒开C嗯合不拢腿 人人妻人人澡人人爽人人DVD 被糙汉H玩松了尿进去6P 姐姐在线观看免费韩剧 欧洲尺码日本尺码专线不卡顿 无码成人AAAAA毛片AI换脸 青青河边草中文字幕MV 护士交换做爰3 初尝人妻滑进去了莹莹视频 丰满岳疯狂做爰2 女性私密部位真实样子 国产精品久久久久久 疯狂试爱三 黑白配高清国语免费观看 一区二区三区精密机械公司 农田丰满艳肉妇HD 人妻边做边看A片 日本免费三色电费2024年 免费一对一真人视频APP 成全电影大全在线播放 我的漂亮的瘦子5美国 妈妈的朋友韩国 老头解开奶罩吸奶头高潮视频 处破女八A片60钟粉嫩 性生交大片免费看 女员工的滋味 人人妻人人澡人人爽人人DVD 少妇厨房愉情2 天躁夜夜躁狼狠躁 战狼4完整免费观看在线播放版 青苹果乐园在线高清免费 巜趁夫不在给给公侵犯了一天 凌晨三点看免费高清电视剧 两个妈妈双字ID免费 小莹客厅激情46章至50章视 雨燕360体育免费直播NBA 亚洲精品一区二区久 免费视频看片APP 韩国A片巜善良的秘书2极品护士 欧美家庭影院 女人张开腿让男人添 最好看的中文字幕国语电影 成全视频在线观看完整版第二集 同性男男GAY片在线观看播放 高校长白老师第三章心得体会 成人A片在线观看WWW涩欲满 中国在线观看免费国语版 男朋友跟我啪啪不够硬进不去 免费的高清视频录像工具软件 妈妈吃了春晚药后 强壮公次次弄得我高潮A片漫画




















 >
> 